



 服务热线:
服务热线:电致伸缩精整设备加工大型油缸类工件
发布时间:2023-02-16 来源:洛阳润泉机电设备有限公司 点击:16262次
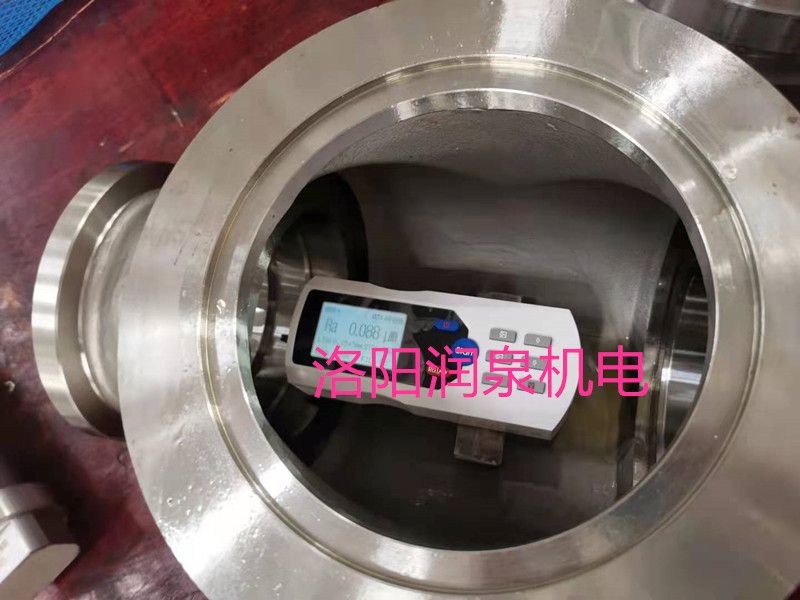
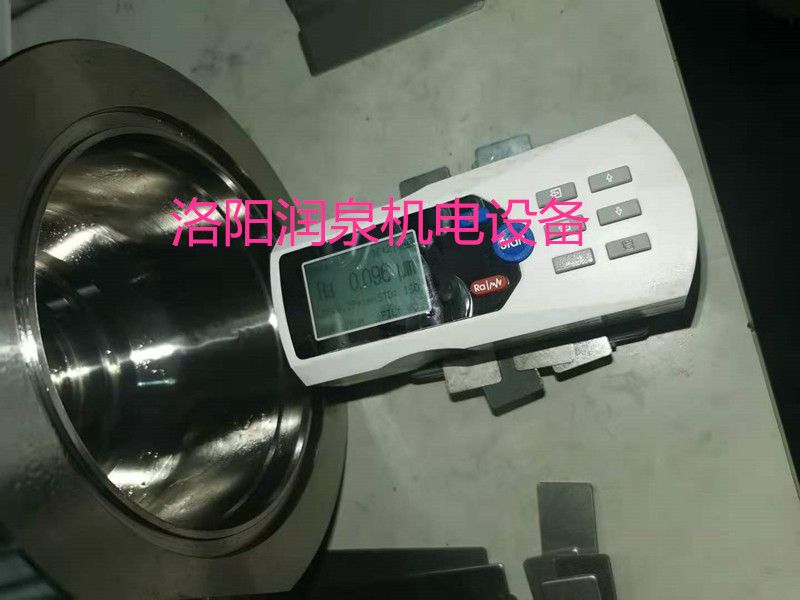
一些大口径异型液压缸以及活塞杆工件,如果对粗糙度值要求达到Ra0.2微米,普通加工手段就比较吃力,例如,大型压机上油缸,直径600毫米以上,深度500毫米左右,立车车削后可以达到尺寸要求,粗糙度值达到Ra1.6到3.2微米之间,普通工艺为车削后砂带抛光,需要抛磨5到6个小时,仍然难以达到要求,粉尘致使加工环境恶劣,且存在安全隐患。加工活塞类工件面临同样的问题,并且密封部位的沟槽采用普通工艺手段无法加工,由于沟槽部位车削后比较粗糙,对密封圈磨损严重,在后期工件长时间使用中容易造成密封不严,造成泄漏。
采用电致伸缩精整设备加工以上工件,使加工变得更为简单,将工件车削尺寸加工到位后,再用电致伸缩精整设备加工一遍,可以达到Ra0.1微米,符合质量要求,加工时间更短,以直径600毫米,深度500毫米左右工件为例,电致伸缩精整设备加工仅需要30分钟左右,活塞杆类工件的沟槽等也可以轻松加工到Ra0.1微米以下,提高了产品质量,减少了密封圈因沟槽光洁度差引起的快速磨损,提高了使用寿命。

- 下一篇:细长阀杆加工
相关推荐
-
相关推荐
阀门行业中软密封球阀阀芯的电致伸缩加工
more details → -
相关推荐
什么是机械加工表面质量
more details → -
相关推荐
什么是表面粗糙度,你真懂吗?
more details → -
相关推荐
镜面抛光加工工艺方法(一)
more details →


 电话
电话 微信
微信
 留言
留言