



 服务热线:
服务热线:阀门行业中软密封球阀阀芯的电致伸缩加工
发布时间:2023-04-27 来源:洛阳润泉机电设备有限公司 点击:16354次
一般软密封球阀阀芯材料为不锈钢,普通加工方法为圆车或数控车床车削,一般尺寸要求不高,车床就可以达到尺寸要求,但是阀芯对光洁度要求较高,一般采用车削后磨削加工,磨削后抛光,工序多,质量难以控制,例如车削后,二次搬运,二次装夹后,磨削,然后再次搬运、装夹,抛光,以直径80毫米球阀阀芯为例,车削耗时2到3分钟,磨削耗时2到3分钟,抛光耗时40分钟,且抛光易造成工件圆度破坏,并且工件在不同工序间需要多次装拆搬运,耗时费力,质量难以保证,同时抛光造成工作环境恶劣。
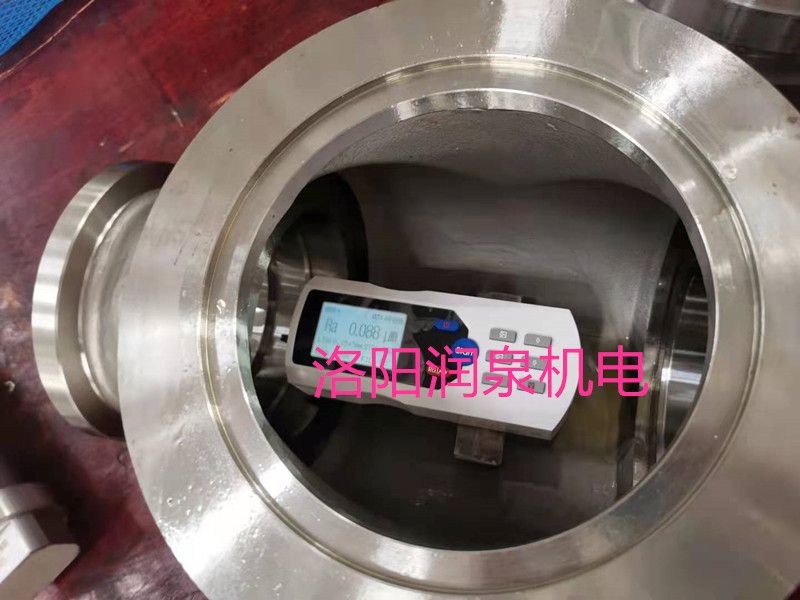
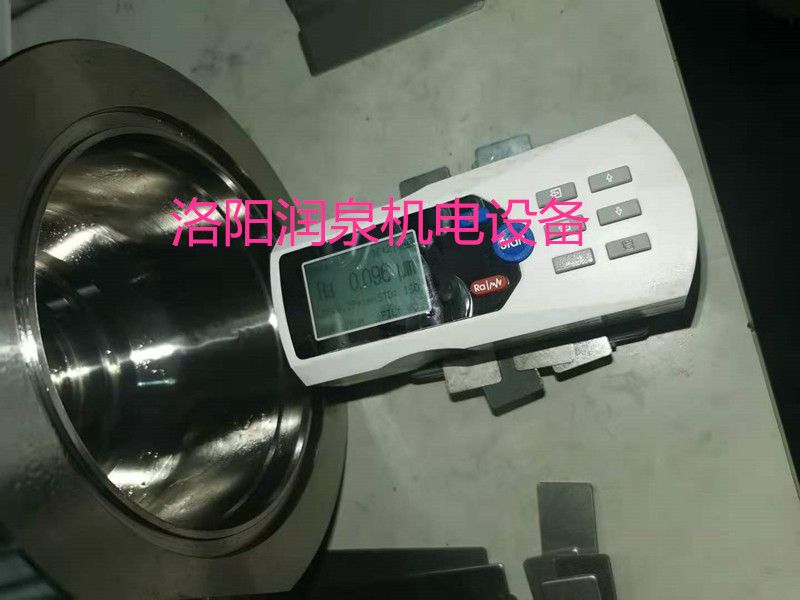
电致伸缩精整设备加工球阀阀芯,在普通圆车或者数控车床上,一次装夹工件,就可以实现从毛坯件到成品工件的加工,首先用车刀将工件车到尺寸,以直径80毫米球阀阀芯为例,毛坯件装夹好后,粗车与精车可以一次完成,车削后粗糙度值为Ra7到8微米左右,耗时2分钟,然后用电致伸缩精整设备加工一遍,耗时2分钟,工件尺寸符合要求,光洁度达到Ra0.1微米以下。效率是传统工艺的几十倍。而且加工环境好,耗材几乎为零,成本降低,质量明显提高。

- 上一篇:什么是机械加工表面质量
相关推荐
-
相关推荐
超低温阀密封面镜面加工
more details → -
相关推荐
镜面抛光加工工艺方法(一)
more details → -
相关推荐
镜面抛光加工工艺方法(二)
more details → -
相关推荐
电致伸缩精整设备加工大型油缸类工件
more details →


 电话
电话 微信
微信
 留言
留言