



 服务热线:
服务热线:
 立即订购
立即订购CAN总线时效工控机、控制器—详情介绍
RQVSRCAN总线时效系统原理:
•就是给工件施加一个与工件固有频率存在一定关系的周期激振力,工件获得适当大小的外部动应力,工件内部产生微观的塑性变形,使造成残余应力的歪曲晶格被逐渐恢复平衡状态,晶粒内部的位错逐渐滑移并重新缠绕钉扎,工件残余应力得以消除和均化,工件尺寸精度达到稳定状态。
•残余应力产生于焊接、铸造、冷热校直、热处理和机械加工等工序之后,它不仅影响工件机械强度的发挥,而且容易使工件产生变形、开裂,影响工件的尺寸和设备精度。为了解决残余应力问题,一般采用自然时效、热时效、振动时效、捶击等方式来消除残余应力。
优势:
1、生产周期短,效率高。
一般20分钟左右就可以处理一批工件;
2、无过振现象,采用频谱分析技术,避免振前、振后扫描产生过振现象。
3、费用低,处理一批工件仅需要一、两度电。
4、经处理的工件尺寸稳定性较热处理更好,抗变形能力比热时效提高10%到50%;
5、无热时效出现的工件氧化皮现象;相对热时效节能,环境无污染;
6、方便快捷,可就地对工件进行时效处理。
7、可通过CAN总线与机器人联网,实现智能化、无人化生产。
RQVSRCAN总线时效系统特点:
1、采用64位工控机用于数据处理和显示,运行速度快,轻松实现大运算量的数据分析、运算,进行傅里叶转换和运算更加轻松,真正实现了实时控制和处理效果的实时动态监控采集。
2、采用CAN总线技术,将各控制、信息采集单元连接于总线上,实现实时采集和控制,信息采集和处理更加精准,避免数据延时失真。
3、良好的人机对话功能,举报各种提示和防错功能。
4、系统自动判断判定工艺参数,减少人员干预。
5、海量数据存储功能,可存储10万条以上处理数据,并带报表功能,便于积累工艺经验。
RQVSRCAN时效系统技术参数:
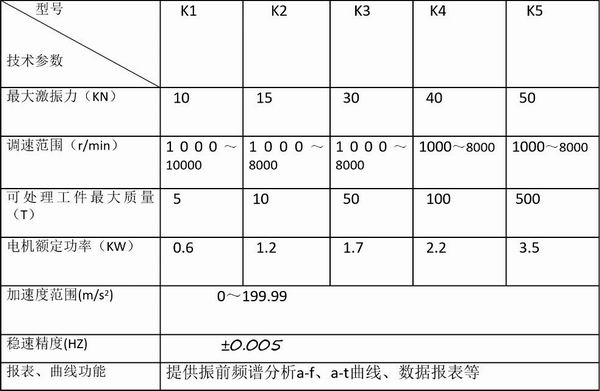
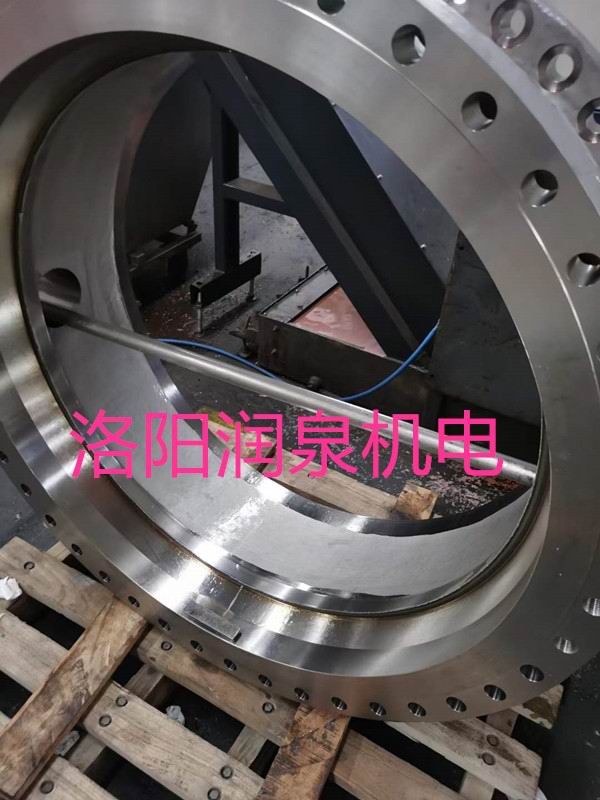
三偏心蝶阀采用CAN总线时效系统时效处理


阀门行业
阀杆、阀芯、阀门密封面、低温阀腔体、阀门腔体台阶孔、锥面等应用,二次装夹无需找正,一次加工粗糙度Ra0.1微米以下。

液压行业
活塞杆、液压缸、工作缸、低压缸、六面顶压机铰链梁,镜面效果清晰可见,增加表面耐磨性、耐腐蚀性、提高工件寿命。

小内孔加工领域
小内孔加工5毫米以上,有效解决小内孔粗糙度难题。

矿山机械行业
大型水泥矿山机械、外圆内孔应用,使用简单方便,节省人力物力,加工效率高、效果好,粗糙度由Ra6.3微米降低至Ra0.2微米。







 电话
电话 微信
微信
 留言
留言